
VIP会員
オンライン検査項目
オンラインPMI分析システム」は、単一のXRF動作原理、少量の金属元素分析から、現在のXRFとLIBS選択可能、全元素分析の多分野、多業界の自動化オンライン検査システムに発展した。
製品の詳細
一、自動化生産ラインシステム:
パイプラインにはセンサーが装備されており、工業制御システムの指令の下で、指令に従って運動、間停止、再起動を完了する。工業制御システムはロボット、検出システムと情報相互作用を行い、制御パイプラインの運転を完了する(パイプラインの長さと幅は具体的な材料形状寸法に基づいて設計され、速度は必要に応じて設計される)。
二、検査システム:
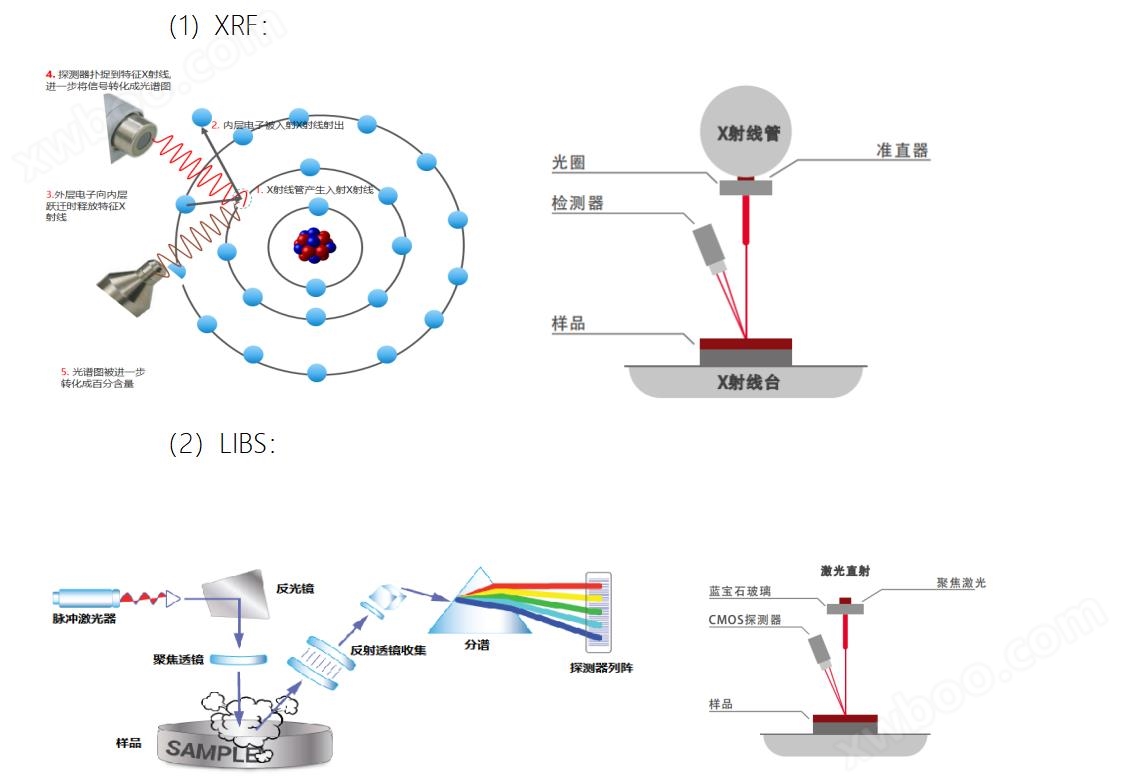
視覚認識、距離測定、検査、再検査、合格品と不合格品の警報などの機能を完成する。ユーザーのニーズに応じて、XRFとLIBSの2つの検出方法があります。
1、技術原理:

2、規格と要求:

三、ロボットシステム:
検出動作を完了し、指令に基づいて回転、昇降、座標位置決め、サーボタスクなどを制御し、完了する。
四、工業制御システム:
総制御システムは、各システムの協調、データ収集及び編集記録、記憶などを完了する。
五、材料の配置:
パイプライン上に配置され、間隔があります(間隔寸法は実際の状況に基づいて決定されます)。
六、データ管理システム:
1、計器制御モジュール:計器のパラメータ読み書き、警報監視、状態ポーリング、テスト、メンテナンスなどの機能を実現する。
2、データ収集モジュール:スペクトルの収集機能及びめっき層厚さ計算を実現し、スペクトル選択、全スペクトル、タイミング分析などのスペクトルデータを含む。
3、データ分析モジュール:スペクトルデータの補正と減算アルゴリズムを実現し、モデルを呼び出して計算分析を行い、分析結果の後処理を行う。
4、モデル編集モジュール:モデルの編集機能を実現し、チャンネルと標本の後期拡張をサポートする。
5、データ管理モジュール:分類階層管理データを実現し、モデル、スペクトル、分析記録などのデータを含む。
6、レポートモジュール:レポートテンプレートの管理及び各種レポートの生成を実現する。
オンライン照会
-
連絡する
-
単位
-
電話番号
-
Eメール
-
ウィーチャット
-
認証コード
-
メッセージの内容
-